- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










ขั้วต่อแบบจีบ
ในประเทศจีน บริษัท Xiamen Hongyu Intelligent Technology Co., Ltd. รองรับการปรับแต่งชิ้นส่วนมาตรฐาน/ไม่ได้มาตรฐานของขั้วต่อแบบจีบ และมีเทคโนโลยีระดับมืออาชีพมากกว่า 17 ปีในการออกแบบแม่พิมพ์ฮาร์ดแวร์และการผลิตผลิตภัณฑ์ปั๊มขึ้นรูป ความหนาในการประมวลผลขั้นต่ำของขั้วต่อแบบจีบสามารถเข้าถึง 0.08 มม. ด้วยงานฝีมือที่ยอดเยี่ยมและไม่มีเสี้ยน
ส่งคำถาม
รายละเอียดสินค้า
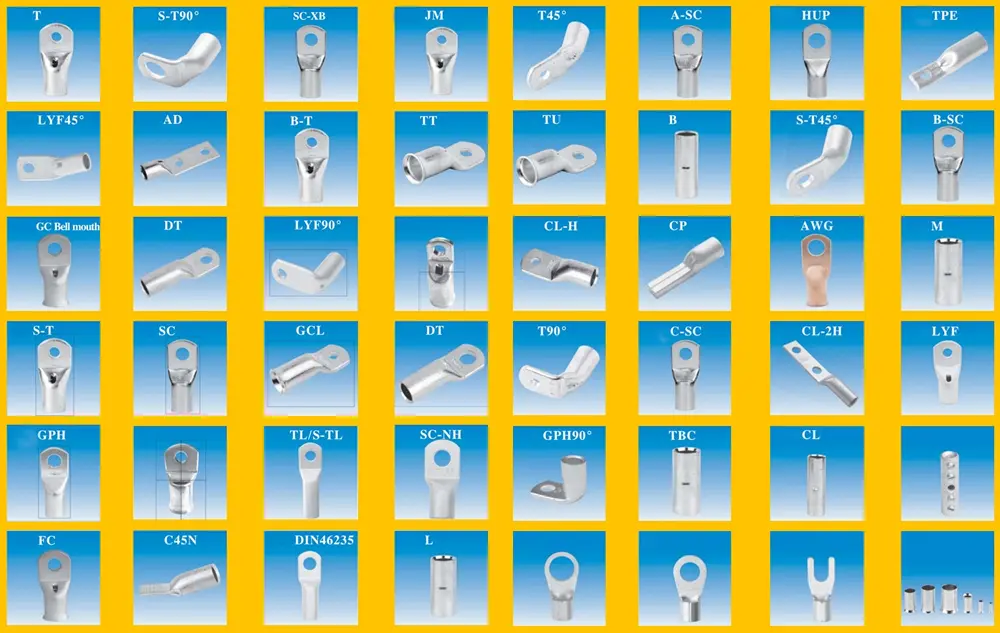
ตัวเชื่อมต่อแบบจีบเป็นส่วนประกอบระดับมืออาชีพที่ออกแบบโดย Xiamen Hongyu Intelligent Technology โดยเฉพาะสำหรับการต่อสายไฟและขั้วต่อแบบจีบ ด้วยวัสดุที่เป็นสื่อกระแสไฟฟ้าสูงและโครงสร้างที่แม่นยำ จึงสามารถแก้ไขปัญหาความน่าเชื่อถือในการเชื่อมต่อในการผลิตชุดสายไฟได้ ผลิตภัณฑ์นี้เป็นตัวเลือกที่เชื่อถือได้สำหรับลูกค้าต่างประเทศที่ต้องการส่วนประกอบการเชื่อมต่อไฟฟ้า ในฐานะซัพพลายเออร์ในด้านการแปรรูปโลหะและการเชื่อมต่อไฟฟ้า เราสามารถจัดหาผลิตภัณฑ์และบริการคุณภาพสูงแก่ลูกค้าเพื่ออำนวยความสะดวกในการเชื่อมต่อวงจร
การตรวจสอบสถานะขอบ
คุณภาพการย้ำของขั้วต่อฮาร์ดแวร์การตอกเป็นปัจจัยสำคัญในการรับรองประสิทธิภาพการเชื่อมต่อโครงข่ายขั้นสุดท้าย ไม่ว่าชิ้นส่วนปั๊มเทอร์มินัลจะได้รับความเสียหาย ไม่ว่าชิ้นส่วนปั๊มเทอร์มินัลจะงอหรือไม่ ไม่ว่าชั้นฉนวนภายในหน้าต่างเทอร์มินัลจะสมบูรณ์หรือไม่ แต่บริเวณการจีบลวดไม่ได้หุ้มฉนวน ไม่ว่าลวดจะถูกเจาะที่บริเวณการจีบชั้นฉนวนหรือไม่ การจีบขอบนั้นถูกต้องหรือไม่ แปรงสามารถมองเห็นได้หลังจากการจีบลวดหรือไม่ แปรงจะอยู่ในบริเวณที่เชื่อมต่อหรือไม่ และมีรูรูปกรวยหรือไม่ ค่าการวัดไมโครมิเตอร์ที่จุดการจีบฉนวนนั้นอยู่ภายในช่วงที่ยอมรับได้ ยังสามารถระบุได้ว่าเงื่อนไขการจีบหรือไม่ เป็นสิ่งที่ดี
จำเป็นต้องตรวจสอบว่าขั้วฮาร์ดแวร์ของการประทับตรามีการจีบอย่างถูกต้องหรือไม่ ไม่ว่าจะเป็นการย้ำด้วยมือหรือการย้ำด้วยเครื่องจักร จุดเชื่อมต่อแต่ละจุดจะต้องได้รับการตรวจสอบอย่างรอบคอบ การย้ำที่ไม่เหมาะสมอาจทำให้อายุการใช้งานของขั้วต่อการย้ำสั้นลงอย่างมาก และยังก่อให้เกิดอันตรายด้านความปลอดภัยอีกด้วย
เนื่องจากความคลาดเคลื่อนของเส้นผ่านศูนย์กลางของเส้นลวดสำหรับขั้วต่อและข้อมูลจำเพาะแต่ละประเภทนั้นมีความคลาดเคลื่อนต่างกัน การวัดความหนาที่จุดย้ำของเส้นผ่านศูนย์กลางเส้นลวดจึงสามารถใช้เป็นดัชนีอ้างอิงได้ เส้นผ่านศูนย์กลางลวดที่ไม่เหมาะสมไม่เพียงแต่ทำให้อายุการใช้งานสั้นลงเท่านั้น แต่ยังอาจนำไปสู่การเชื่อมต่อที่ไม่เสถียร การหลุดออกอย่างรวดเร็ว และทำให้เกิดการสูญเสียในที่สุด
เทคโนโลยีการประมวลผล
วัสดุหลักของขั้วต่อฮาร์ดแวร์การตอกส่วนใหญ่เป็นทองเหลือง H62 โดยไม่มีข้อกำหนดพิเศษ วัสดุของดรัมสปริงสปริงมงกุฎส่วนใหญ่เป็นทองแดงเบริลเลียม วัสดุบางชนิดไม่เหมาะสำหรับการชุบทอง ดังนั้นก่อนการชุบทอง จะมีการชุบชั้นนิกเกิลก่อนเพื่อให้แน่ใจว่าจะได้ผลการชุบทอง มาตรฐานข้อกำหนดทั่วไปสำหรับการชุบทองด้วยนิกเกิลคือความหนาของชั้นนิกเกิลคือ 50 ถึง 80μm ความหนาของชั้นทองคือ ≥2μm และความบริสุทธิ์ของทองที่ใช้คือ ≥99.8% สุดท้ายให้ติดฟิล์มป้องกันที่เป็นของแข็ง พื้นผิวของผลิตภัณฑ์ควรเรียบ ปราศจากการเกิดออกซิเดชันเพื่อให้ใช้งานได้จริง และไม่มีเสี้ยนเพื่อป้องกันไม่ให้ผลิตภัณฑ์หลุดเนื่องจากช่องว่างของเสี้ยนที่ไม่มีการบีบอัด เพื่อให้มั่นใจในคุณภาพของผลิตภัณฑ์ ไม่ควรมีเครื่องหมายเครื่องมือ รอยหนีบ หรือขอบคมบนฮาร์ดแวร์ เรามีข้อกำหนดด้านคุณภาพที่มีความแม่นยำสูงและไม่ได้ระบุค่าความคลาดเคลื่อน ±0.02
ข้อกำหนดการชุบด้วยไฟฟ้า
|
ผลิตภัณฑ์ |
ขั้วต่อแบบจีบ |
|
ข้อกำหนดด้านรูปลักษณ์ |
ปราศจากการเกิดออกซิเดชัน เหลือง ดำคล้ำ เปลี่ยนเป็นสีม่วง ตะขอ ขาไม่เรียบ หรือตำหนิอื่นๆ |
|
ประสิทธิภาพการชุบ |
ฐานนิกเกิลเต็ม: 50-80 μ" ชุบทอง: 1 μ" จุดวัดทั้งสองด้าน: 3 มม. |
|
ทนต่ออุณหภูมิสูง |
ต้องทนต่ออุณหภูมิ 260°C เป็นเวลา 5 วินาที โดยไม่เปลี่ยนสี ดำ เหลือง พอง หรือลอก |
|
การทดสอบความสามารถในการบัดกรี |
ความครอบคลุมของบัดกรีต้องมากกว่า 95% |
|
การทดสอบสเปรย์เกลือ |
ทดสอบด้วยสารละลายเกลือ 5% ที่อุณหภูมิ 35°C เป็นเวลา 24 ชั่วโมง ไม่อนุญาตให้ออกซิเดชัน ใส่ร้ายป้ายสี หรือข้อบกพร่องอื่นๆ |
|
การทดสอบการยึดเกาะ (Peel Test) |
ไม่มีการลอกของสารเคลือบบนพื้นผิวโค้ง |
|
การปฏิบัติตามข้อกำหนดด้านสิ่งแวดล้อม |
การชุบทั้งหมดจะต้องเป็นไปตามข้อกำหนด ROHS ด้านสิ่งแวดล้อมสีเขียว |
|
การชุบผิวบริเวณจุดวิกฤต |
จุดตรวจวัดและพื้นผิวการวัดที่กำหนดทั้งหมดจะต้องได้รับการชุบตามข้อกำหนด (พื้นที่เหล่านี้มีความสำคัญอย่างยิ่งต่อความสามารถในการบัดกรีและการนำไฟฟ้า) |
แท็กยอดนิยม: ขั้วต่อแบบจีบ จีน ผู้ผลิต ผู้จำหน่าย โรงงาน ใบเสนอราคา คุณภาพ
แท็กสินค้า
หมวดหมู่ที่เกี่ยวข้อง
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง